Library of Terms
Like any industry, we used specific terms in our day-to-day work which may not be common to all. Listed below are industry-specific terms to define, educate, and clarify. We manufacture custom metal components in three primary departments: 1. Punch Press (Stampings), 2. Coiling (Springs), 3. Fourslide/Multislide (Wireforms and Stampings). As such, each has its own common terms which may be unique to that method of manufacture, as listed below.
Select one of the options below
Advance. The amount that a strip or part moves forward in a progressive stamping operation. Also called Jump.
Blank Die. A type of cutting tool in which the die matrix is mounted in the lower with a single punch in the upper. Generally, a blank die has no internal features, and the part is passed down through the lower die.
Carrier Strip. “Sacrificial” stock used in a progressive stamping operation that carries the part from station to station. The carrier is linked to the part and eventually becomes scrap once it is cut-free.
Compound Die. A type of cutting tool in which the die matrix is mounted in the upper. I compound die has a lower mounted contour punch and upper mounted perforators and punches for internal features. This is an inverted form of a Blank Die with additional internal holes.
Die Land. The amount of “straight” in a die matrix that exists for sharpening before the relief taper begins. Typically this is about 1/8” to 1 /4”.
Die Life. The estimated remaining usage of a die, in pieces, based upon the normal loss of use for non-perishable sections or details that can only last for a set number of hits" (pieces run).
Die – 1. A matrix within which a punch creates an opening in a part. 2. A block against which work
is done.
Die Penetration. The amount that a punch penetrates a die during a stamping operation. Typically this is about .050”.
Die Straight. See Die Land. Refers to the “Straight” portion of a die profile.
French Stop. See Fringe Stop. A misnomer for Fringe Stop.
Fringe Stop. In progressive stamping, a stop that is “at the fringes” of the carrier strip. This stop is a fixed point that will stop the forward progress of a strip once the strip has been notched away. The notch length is typically one stock advance. Sometimes called a “French Stop”.
Heel Block. A tooling component used for heeling.
Heel. A “metal-to-metal” condition between two blocks in a tool used to control or balance imbalanced forces.
Heel Radius. A radius provided on a tooling component(s) that prevents two blocks from shearing against each other when they are used to contain forces.
Heel. To contain forces via a heel block or similar “metal-to-metal” technique.
Knock Out Bar. A press component that straddles the ram in the punch press that is used for “positive knock out”.
Knock Out. A tooling component that ejects a part from a matrix (like in a compound die) or a punch (as in a form die)
Knock Out. A plate in a tool that distributes force (typically via pins)
Plate. For the purposes of “knock out”.
Lift. To lift stock via a lifter.
Lifter. A feature in a tool that lifts the stock as it conveys through a progressive die. Often used to lift the past over lover tooling features.
Matrix. See Die – strictly speaking, a matrix is a tooling component into which a punch is entered to create a part or slug.
Notch. A part feature that is cut into a (typically) straight edge.
Notch. The process of creating a part feature that is cut into a (typically) straight edge.
Perf. Short for "Perforator". See perforator.
Perforator. A punch that is fitted to a regular shaped body, most likely a round body with a head.
Pilot. A feature in a tool that locates a part or strip between operations. Similar to a locator, but used in progressive stamping tools to assure station to station alignment.
Pilot. To locate a part or strip in a progressive stamping operation via a pilot.
Positive Knock Out. A condition in which a knockout operation is “positive” in that it is mechanically tied into the end of the press stroke and acts via a “top knock out” pin that is integral to the punch press.
Pressure Pad. A lower tooling element that pins the part while work is being performed.
Progressive Die. A compound tool used in a punch press for performing several operations (as drawing, punching, bending) in a single movement or in as few as possible successive movements.
Punch - 1. Part of a tool that creates an opening. A male feature that creates an opening, usually in conjunction with a female matrix (or die). 2. A block that does the work during a forming operation.
Scrap. The scrap that results from a punching operation in general or consumed during the normal setup of the machine.
Semi-Perf. A partially sheared feature that leaves a boss profile (that is the same size as the die). Used commonly for locating parts via a hole & slot - these are usually round features. Also called half-shear.
Shedder. A tool component that sheds a part from a die matrix. Generally, a thin plate that sits inside of a die, especially in a Compound Die.
Skim. To cut in a progressively finer fashion, typically using Wire EDM (Electrical Discharge Machining) specifically for the creation of accurate size.
Skyhook. A fixed tooling component that strips a part from a form punch.
Slug. The scrap that results from a punching operation, the “leftover” material from a punching operation.
Slug Mark. A mark or recession made in the final part caused by a "Slug" embedding into the part during the manufacturing process, as it was not properly ejected away from the working area. Usually, this does not affect the part integrity but may be visually unappealing.
Stop Block. A block that is used for setting the reference height of a tool while in the press so that an accurate part may be obtained. Also called Kiss-Blocks or Set-Blocks. Stop blocks are generally used in balanced sets and are not intended to stop the forward motion of the press ram, but rather act as a reference point for tool setup.
Stripper. A tool component that strips the scrap from a punch. Generally, a thin plate that surrounds a punch or set of punches.
Strip. To eject scrap (or a part) from a tooling component, typically a punch.
Wire. Wire EDM (Electrical Discharge Machining): typically used for the creation of punch and die contours.
Active Coils (na). Those coils are free to deflect under load.
Angular relationship of ends. The relative position of the plane of the hooks or loops of extension springs or the legs of a torsion spring to each other.
Baking. Heating of electroplated springs to relieve hydrogen embrittlement.
Buckling. Bowing or lateral deflection of compression springs when compressed, related to the slenderness ratio (Free Length/Mean Coil Diameter).
Closed ends and squared. Ends of compression springs where the pitch of the end coils is reduced so that the end coils touch and are square with the spring axis.
Closed and ground ends. As with closed ends, except that the end is ground to provide a flat plane.
Closed length. See Solid height
Close-wound. Coiled with adjacent coils touching.
Coils per inch. See Pitch.
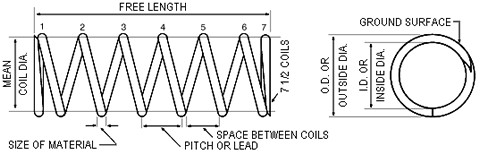
Compression Spring. Helical compression springs have applications to resist applied compression forces or in the push mode, store energy to provide the "push". Different forms of compression springs are produced. There are conical, barrel, hourglass, or straight conical compression springs. These compression springs can be made with or without variable spacing between coils. Round wire springs can store more energy than rectangular wire compression springs.
Deflection (F). The motion of spring ends or legs under the application or removal of an external load (P).
Elastic limit. Maximum stress to which a material may be subjected without a permanent set.
Endurance limits Maximum stress at which any given material will operate for a determined number of cycles without failure for given minimum stress.
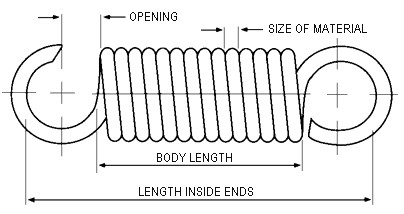
Extension Spring. Extension Springs exert a pulling force or energy. They are usually close-wound with initial tension and are mostly made from round wire. The design of the extension springs' ends is limitless. Hooks, loops, bends, crossbars, etc.
Free angle. The angle between the legs of a torsion spring which is not under load.
Free length (L). The overall length of a spring which is not under load.
Gradient. See Rate (R).
Heat setting. Fixturing a spring at elevated temperature to minimize loss of load at operating temperature.
Helix. The spiral form (open or closed) of compression, extension, and torsion springs.
Hooke's Law. The load is proportional to displacement.
Hooks. Open loops or ends of extension springs.
Hot pressing. See Heat Setting.
Hydrogen embrittlement. Hydrogen absorbed in electroplating or pickling of carbon steels, tending to make the spring material brittle and susceptible to cracking and failure, particularly under sustained loads. Proper baking is required to relieve the hydrogen.
Hysteresis. The mechanical energy loss that always occurs under cyclic loading and unloading of a spring, proportional to the area between the loading and unloading load-deflection curves within the elastic range of a spring.
Initial tension (Pi). The force that tends to keep the coils of an extension spring closed and which must be overcome before the coils start to open.
Load (P). The force applied to a spring that causes a deflection (F).
Loops. Formed wire shapes at the ends of extension springs that provide for attachment and force application.
Mean coil diameter (D). Outside spring diameter (OD) minus one wire diameter (d).
Modulus in shear or torsion (G). Coefficient of stiffness for extension and compression springs. (Modulus of Rigidity)
Modulus in tension or bending (E). Coefficient of stiffness used for torsion and flat springs (Young's Modulus E).
Moment (M). A product of the distance from the spring axis to the point of load application, and the force component normal to the distance line. See Torque.
Open ends, not ground. End of a compression spring with a constant pitch for each coil and the last coils not touching adjacent coils.
Open ends ground. "Open ends, not ground" followed by an end grinding operation.
Passivating. Acid treatment to remove contaminants and improve the corrosion resistance of stainless steel.
Permanent set. A material that is deflected so far that its elastic properties have been exceeded and it does not return to its original condition upon release of the load has taken a "permanent set."
Pitch (p). The distance from center to center of the wire in adjacent active coils (recommended practice is to specify the number of active coils rather than pitch).
Plain Ends. End coils of a compression spring having a constant pitch and not squared.
Poisson's Ratio. The ratio of the strain in the transverse direction to the strain in the longitudinal direction.
Preset. See Remove set.
Rate (R). Change in load per unit deflection, generally given in pounds per inch. (N/mm)
Remove set. The process of closing to solid height a compression spring that has been coiled longer than the desired finished length, so as to increase the apparent elastic limit.
Residual stress. Stresses mechanically induced by set removal, shot peening, cold working, forming, or other means. These stresses may or may not be beneficial, depending on the application of the spring.
Set. Permanent distortion in length, height, or position which occurs when a spring is stressed beyond the elastic limit of the material.
Shot peening. Blasting the surfaces of the spring with pellets to induce compressive stresses and thereby improve fatigue life.
Slenderness ratio. The ratio of spring length (L) to mean coil diameter (D).
Solid height (H). Length of a compression spring when under sufficient load to bring all coils into contact with adjacent coils; no additional deflection is possible.
Spring index. The ratio of mean coil diameter (D) to wire diameter (d).
Squared and ground ends. See Closed and ground ends.
Squared ends. See Closed ends.
Stress range. The difference in operating stresses at minimum and maximum loads.
Stress relieve. To subject springs to low-temperature heat treatment so as to relieve residual stresses.
Torque (M). A product of the distance from the spring axis to the point of load application, and the force component normal to the distance line. A twisting action in torsion springs which tends to produce rotation, equal to the load multiplied by the distance (or moment arm) from the load to the axis of the spring body. Usually expressed in oz./in., lb./in., lb./ft., or in. N/mm.
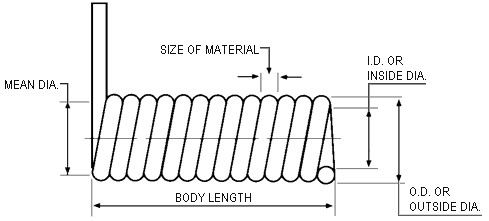
Torsion Spring. A torsion spring provides rotational energy or torque. You can have a single-bodied or double-bodied torsion spring. You must have three points of support and the body usually sits on a shaft or arbor. Again, the design of the ends or legs of a torsion spring is limitless. The stress in a torsion spring is bending. Round wire is still the preferred material due to the cost of rectangular wire, even though rectangular is more efficient in bending.
Total number of coils (Nt). The number of active coils (Na). For compression springs, active coils (Na) plus the number of dead coils forming the ends.
Wahl Factor. A factor to correct stress in helical springs effects of curvature and direct shear.
What is a Fourslide?
A four-slide, also known as a Multislide, multi-slide, or four-way, is a metalworking machine tool used in the high volume manufacture of small stamped components from bar or wire stock. Many people familiar with Fourslide machines believe that it can do everything a punch press can do…and more. To put it simply, a Fourslide machine is a stamping plant in itself. Where a punch press uses a progressive die to blank out metal parts and stampings, a slide machine goes a step further. After the primary “cuts” are made in the metal strip, with the addition of cams, slides, stock straighteners and slides feeding into and around the strip, complex shapes, forms, and secondary operations can be completed before the final part is ejected from the machine. Though the tooling is complex and may seem a bit expensive at first, often the cost savings in piece price by eliminating costly secondary operations can be quickly made up for the high tooling cost.
In certain situations, a Fourslide or Multislide machine and process is recommended over a Punch Press method of manufacture. Usually, a part produced from a Fourslide machine is more cost-effective than parts manufactured with a progressive die on a Punch Press. The reasons given are that the process generally uses less material than required for a progressive die. Additionally, the shapes and final configuration of parts can be more complex than are possible in a progressive die. Secondary operations such as tapping, etc. are also more easily integrated into the tooling process to manufacture a part “Complete” during the primary operation.
Differences between a conventional Punch press and Fourslide/Multislide equipment:
We are sometimes asked to explain the difference between the two types of machines. The biggest difference in construction between the two types of equipment is the “H” block assembly on the Multislide machine that supports the center form tool. The “H” block is assembled and driven on the right side of the machine. It is straddling the front and back and differentiates it from its cousin the Fourslide. The Fourslide center form tool is mounted and driven from the rear of the machine. The construction gives the Multislide additional flexibility by the way the real estate of the machine is allocated.
In practical terms, in four-slide, we can make a part similar to that in a punch press and cut if off from its strip and form it into a wide variety of intricate shapes. Whereas the punch press part would require a series of slow and costly secondary operations.
- A punch press always acts with the working action on one primary axis. It is a repetitive hammer with the force always in one direction. Even special presses that are dual-action (above and below) are doing the work from one axis and always only using a few degrees close to bottom dead center of the 360-degree rotational motion.
- Fourslide/Multislide are a special class of machine that permits initially the one primary direction of work to be performed on a wire or a strip similar to a punch press laid on its back. The machines are mechanically designed with a power train that permits rotational energy to be transferred to the four major compass points. With this in mind, after a strip is processed through a stamping die, we can further form the workpiece from the front, the rear, the left, the right, and also from the top. Almost every part of the rotational energy can be used to work on the part through a series of infinitely adjustable cams of all axis’s of the machine. Whereas the action of a traditional punch press only permits the work to be done within a few degrees each way of bottom dead center.
Common Terms Associated with Fourslide/Multislide.
Cams. Cams on Slide Machines transfer rotary motion from the drive train to linear motion on each slide. Rise and fall control the length of the "action and dwell time" controls the timing that the tools is held in place. A separate cam controls, each of the basic functions, feed, primary die action (each die), Front tool, rear tool, left tool, right tool, top-action. Each slide if fully independent of each of the other slides are fully adjustable.
Centre Post. This is a fixed tool mounted to the Centre tool Head that is a mandrel for forming.
Form Tools. These are the front, rear, left, right tools that will form the required features on the part.
Positive Blank Holder. The positive Blank holder will position the strip in position and move forward to clamp the blank between the center post and the blank holder, once clamping is established a cutoff cuts the blank free of the strip for forming around the center post.
Progressive Die for Slide. These are similar in design and appearance to those used in punch presses. Multiple progressive dies are commonly set up in slide machines. This allows segregation and separation of operations. Example: A progressive die process a strip, the strip exits the die, the strip has a tapped hole added, the strip enters a second progressive die to trim features around the tap hole. The strip exits the progressive die for cut-off and additional forming prior to be being discharged from the machine.
Slide Tool Set. These are the custom component tools that mount to the front, rear, left, right slides with a center post, they are built with a cutoff tool and or a progressive die to process the raw material. All slide tools are driven into position using a cam that works off of the rotational motion of the machine. We endeavor to select standard cams prior to building any specially required cams.
Top Action. This is an ancillary action with very low power that is transferred from the powertrain, through a cam action and is accomplished with a rocker assembly. The top action acts in the vertical access to positively push the formed part off of the center post as required.
Wire Line. This is a basic term and a basic dimension used with Fourslide/Multislide equipment. All tooling is built to match the wireline designed for the original machine